
在保温水箱的板材轧制过程中,由于种种原因(如轧辊受力弯曲、沿辊身长度方向的温度分布不均等),辊型(辊缝)也将发生变化,导致板材横向厚差的变化,或由于板材在轧辊辊身边部和中部变形不均而出现波浪。
板带材沿宽度方向的厚度偏差(即带钢中部与边部厚度之差)称为横向厚差(或称为同板差或三点差)。它决定了板材横截面的形状(图1)。
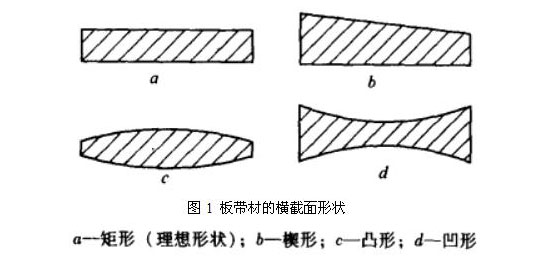
矩形截面的横向厚差为零,属于理想的情况。楔形截面的横向厚差是因左右压下装置调整不当引起的。对称的凸形或凹形截面的横向厚差是由于轧制时实际辊缝形状所造成的,它决定于辊型的设计和调整以及坯料等因素。在产品标准中,对横向厚差都做了规定。
减少板带材的横向厚差首先有利于保证产品的厚度均匀性,另外也提高了成材率,特别是按板带长度交货时,可带来一定的经济收益。
保温水箱的板形是板带材平直度的简称。板形的好坏是指板、带材横向各部位是否产生波浪或折皱,它决定于板带材沿宽度方向的延伸是否相等。如图2所示,如果轧制时的辊缝不良,两边的延伸大于中部,则产生对称的双边波浪;反之,如果中部延伸大于边部延伸,则产生中间波浪(瓢曲)。如果两边的压下不当,使一边的延伸大于另一边,则产生单边波浪或镰刀弯。
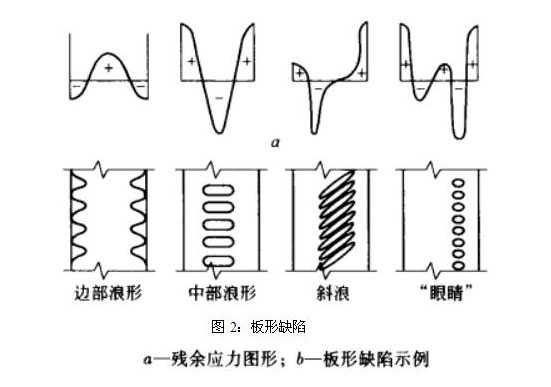
常见的板形缺陷有镰刀弯、浪形和瓢曲。浪形和瓢曲缺陷尚有几种形式(图3),其中“眼睛”属于比较特殊的浪形缺陷;较常见的是中部浪形与单侧或双侧边浪。对于所有板带钢产品来说,都不允许有明显的浪形与瓢曲,在产品技术标准中有具体规定。
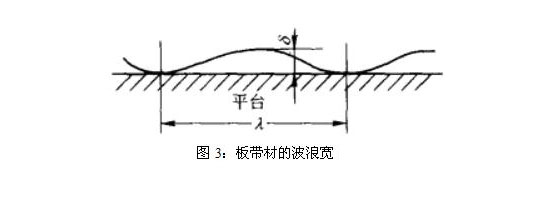
衡量板形好坏的标准是波形度(平直度)。图4所示为板带材在有波浪处的纵向截面图。一般板带材的波形度可表示为:
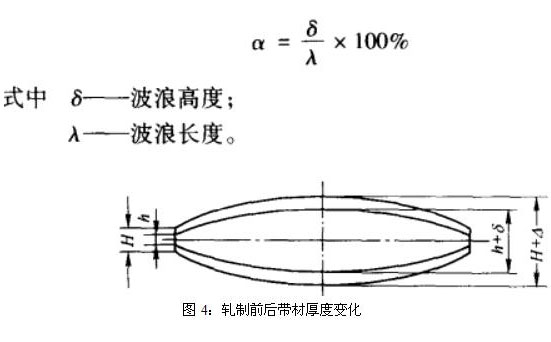
由上可知,板形决定于带材纵向延伸差。因此,横向厚差与板形是两个不同的概念,但是,横向厚差与板形又有着内在的关系。通过调节辊缝形状,可以达到减小带钢横向厚差和改善板形质量(即消除边浪和中间波浪)的目的。
*本站部分信息来源于网络,仅供个人研究、交流学习使用 如有侵权请告知删除。
标签:
关键词:保温水箱
关键词:保温水箱